聯(lián)系方式 | 手機(jī)瀏覽 | 收藏該頁 | 網(wǎng)站首頁 歡迎光臨廣州特麟機(jī)械配件有限公司

廣州特麟機(jī)械配件有限公司 齒輪|鏈輪|同步帶輪|聯(lián)軸器
18026416619


2025-10-17 01:18:27
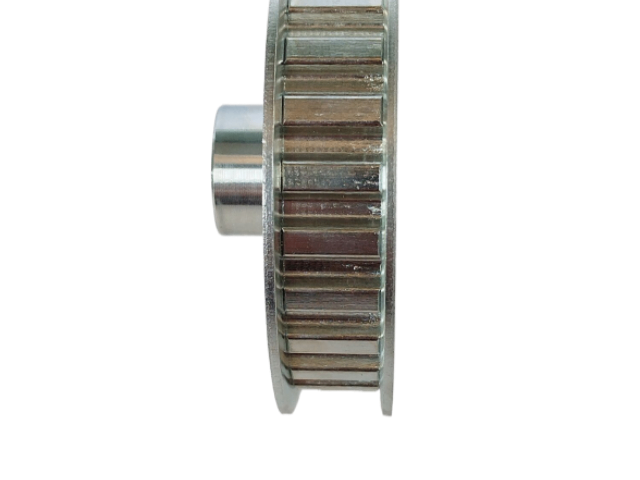
同步帶在運轉(zhuǎn)過程中承載繩斷裂損壞是常見的失效形式。失效原因是帶在傳遞動力過程中,在承載繩作用有過大的拉力,而使承載繩被拉斷。此外當(dāng)選用的主動撈輪直徑過小,使承載繩在進(jìn)入和退出帶掄中承受較大的周期性的彎曲疲勞應(yīng)力作用,也會產(chǎn)生彎曲疲勞折斷。在進(jìn)行設(shè)計時一定要注意這些問題。同步帶輪的材質(zhì)有很多,在使用不同要求的場合適用不同的材質(zhì)。比如一些機(jī)械需要具備很高的抗腐蝕能力,用戶們就可以購買銅制的,或者是不銹鋼制作的同步帶輪。當(dāng)然,為了提高它的抗腐蝕能力,工廠還會在它的表面進(jìn)行各種處理。比如本色氧化、鹽霧發(fā)黑、鍍鋅、高頻淬火等等。同步帶輪在激光切割機(jī)中,控制切割頭移動精度。青島市非標(biāo)同步帶輪定做廠家
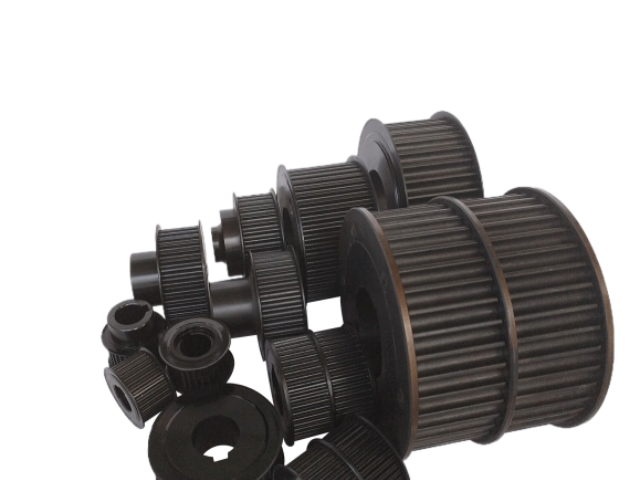
下面就來看看同步帶輪有著哪些作用?同步帶輪怎么購買?同步帶輪有著哪些作用:目前在生活中,同步帶輪這個物件使用的還是很頻繁的,整個物件是促使兩個能夠同時連接起來,共同工作的一個主要作用,整個同步帶輪是不銹鋼的材質(zhì)制作而成,外面一圈有著齒輪,能夠配合同步帶一起使用,在使用的同時就能是一個機(jī)器正常的運轉(zhuǎn)起來,目前很多的機(jī)器會使用這樣的物件,整個物件有著不同的型號,可以根據(jù)自己的需求來選擇合適的型號。避免過載工作:工業(yè)同步帶輪由于型號不同因此能夠承載貨物的能力也不盡相同,但相同的一點是,這些同步帶輪都不能過載工作,因為這樣會造成機(jī)器負(fù)荷太多,而產(chǎn)生熱量,從而對其本身造成損傷。青島市非標(biāo)同步帶輪定做廠家同步帶輪安裝時需保證兩軸平行,避免帶輪偏載。
泵的裝配質(zhì)量不好。如果應(yīng)用同步帶輪的設(shè)備,存在著泵裝配質(zhì)量不好,尤其是存在摩擦處或者是電機(jī)和泵軸沒有同心,就非常容易出現(xiàn)電機(jī)過著這樣的問題。輪和軸的聯(lián)接效果不好。如果同步帶輪在與軸聯(lián)接的時候,存在著一定的傳動間隙,就會在影響到帶輪正常運行的情況下,導(dǎo)致電機(jī)出現(xiàn)過熱現(xiàn)象。同步帶輪是由一個主動輪、從主動輪及其一個輸送帶組成,此3類零件上均存有等距的齒合,但輸送帶是緊緊套在主動輪及從主動輪上的。同步帶在平時應(yīng)用中會產(chǎn)生眾多故障,以便盡早防止這種故障的產(chǎn)生,保證防范于未然。
同步凸輪中的毛刺是在切削、磨削、銑削和其他類似的切屑加工過程中形成的。金屬進(jìn)行資料向優(yōu)強(qiáng)、高硬、高韌偏向的發(fā)展,機(jī)械設(shè)計產(chǎn)品中繁雜總體結(jié)構(gòu)構(gòu)件技術(shù)日趨明顯增加,除毛刺的難度也隨之不斷增大,傳統(tǒng)的手工除毛刺功課很難得到滿足企業(yè)上述經(jīng)濟(jì)發(fā)展對除毛刺的要求,種種社會機(jī)器化、積極化除毛刺新妙技、新工藝應(yīng)運而生。為了提高工件的質(zhì)量和延長使用壽命,同步帶輪加工工藝要求,除了所有金屬精密零件上的毛刺。工件進(jìn)行外面、銳角與棱邊必需抵達(dá)一個極高的金屬表面清潔度,必要時,必需建立適用于非電鍍與電鍍以及金屬。同步帶輪直徑誤差過大會導(dǎo)致同步帶張緊不均。

功率:即驅(qū)動同步帶輪的電機(jī)功率,在購置同步輪之前先要確定好負(fù)載功率的標(biāo)準(zhǔn)是多大的.軸徑:即同步輪軸的大小,這個決定了同步輪內(nèi)孔的大小,因此軸是什么形狀也就決定了帶輪的內(nèi)孔形狀。轉(zhuǎn)速:就是兩個輪子中間較小的那個,若一樣的大小可指定一個即可。傳動比(減速比):如果要達(dá)到減速的效果就要采用主動輪與從動輪分別為一大一小來設(shè)計,如不需要減速可以使用兩個一樣大小的同步輪;大輪小輪可根據(jù)傳動比來分別計算他們的尺寸;比如一個小輪的外徑為30mm,如果要達(dá)到1:2的傳動比,那大輪就需做到60mm的外徑。同步帶輪齒根圓角需足夠大,降低應(yīng)力集中。重慶市無凸緣同步帶輪廠家電話
同步帶輪材料密度影響慣性,需適配啟停頻繁場景。青島市非標(biāo)同步帶輪定做廠家
梯形同步帶輪的加工工藝以滾齒和插齒為主,精度控制需符合應(yīng)用場景。普通帶輪(精度 10~11 級)采用插齒機(jī)加工,齒距累積誤差≤0.15mm/100mm,齒面粗糙度 Ra≤3.2μm,適合一般傳動。高精度帶輪(精度 8~9 級)需用數(shù)控滾齒機(jī)(定位精度 ±0.005mm),并經(jīng)齒面磨削,齒形誤差≤0.03mm,傳動誤差可控制在 ±0.1mm/m 內(nèi),滿足伺服系統(tǒng)需求。輪轂加工需一次裝夾完成,保證端面與軸心線垂直度≤0.03mm/100mm,避免安裝后帶體偏磨。加工后需去除齒面毛刺,并用通規(guī)檢測齒槽尺寸,確保與同步帶的配合間隙(0.1~0.2mm)達(dá)標(biāo)。青島市非標(biāo)同步帶輪定做廠家






